塗り絵の製造には絶対的な精度が要求されます。ぼやけた線画やインクのにじみはすぐに小売マージンを枯渇させるからです。. ファイルの形状や印刷機のキャリブレーションの管理を誤ると、マージンが不均一になり、倉庫の棚に売れ残った不合格のバッチが発生します。.
この分析では、厳格な工場公差に対して段階的な生産プロトコルをベンチマークします。. プリプレスのベクトル制限を以下のレベルまで評価します。 0.25 pt の線の太さとマテリアル パラメータ 70 に 120 gsm コーティングされていないストックにより、大規模なインクの完璧な接着を確保できます。.
ステップ 1: ファイルの準備とプリプレスのセットアップ
ファイルを適切に準備することで、コストのかかる印刷遅延を防ぐことができます. 高解像度のベクター線画, 正確な出血, CMYK 表紙フォーマットにより、塗り絵のページが印刷機で鮮明かつきれいに印刷されます。.
印刷用の高解像度線画の準備
シャープな線画はプロの塗り絵の中核です. ぼやけたエッジやピクセル化した輪郭はユーザー エクスペリエンスを台無しにし、即座に印刷のボトルネックを引き起こします.
- ラスター解像度: ラスターアートワークを次のように設定します 300-350 ぴーで 100% 最終的な印刷サイズの. 手描きアートをスキャンします 600 エッジの整合性を維持するためのダウンサンプリング前の ppi.
- ベクトル設定: AI などのベクター形式を使用する, EPS, ロゴやカバーには SVG を使用して、あらゆる縮尺でシャープな線を保証します.
- 線の太さ: 太字を適用する, 間の一貫した線の太さ 0.75 そして 1.25 カラーリングツールの明確な境界を作成するためのポイント.
- コントラストコントロール: 白地に純粋な黒の線を維持する. 灰色を剥ぎ取る, コートされていない紙に印刷するとぼやける低コントラストのグラデーション.
- デジタルクリーンアップ: スキャンしたファイルをデジタル的にクリーニングして、漂着マークを除去します, ほこり, そして汚れ. 視覚的に最大限の鮮明さを得るために、白を純粋な白に押し上げます.
ブリード, 余白, および印刷可能ファイルの要件
商業用印刷機では、裁断および製本段階でページを揃えるために正確な形状が求められます。. 仕様外の寸法により、オペレーターがファイルをスケーリングする必要がある, アートワークを切り刻んだり、不均一な白い境界線を作成したりする.
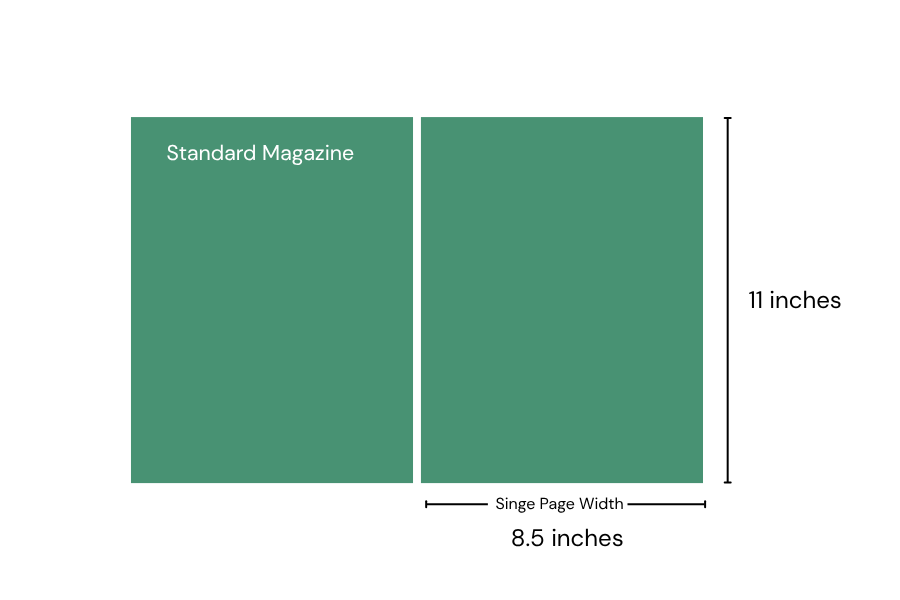
- 書類の寸法: レイアウトドキュメントの寸法を物理的な本の最終的なトリミングサイズに直接一致させます。.
- ブリード設定: 0.125 インチを追加 (3 mm) ページの端まで伸びるイラストの場合は、すべての面に裁ち落としを適用します。.
- 安全マージン: 重要なコンテンツを安全マージン内に保管してください 0.125 に 0.25 トリムラインからインチ. スパイラルバインドされたエッジには 0.75 インチのクリアランスを残します.
- PDF の構造: 内部 PDF を見開きではなく単一ページとしてフォーマットし、プリンターの正しい面付けと番号付けを保証します。.
- 表紙テンプレート: プリンターの正確なテンプレートを使用して表紙ファイルを作成し、ページ数と用紙ストックに基づいて正確な背表紙の幅を計算します。.
カラーモードとファイル形式のチェック
プリプレス システムは、送信されたカラー データを正確に実行します。. RGB ファイルまたはリッチブラックラインアートをオフセット印刷機にプッシュすると、コーティングされていない用紙が過飽和になり、線の鮮明さが損なわれます。.
- トゥルーブラック構成: 内部の線画を単一チャンネルとしてフォーマットする 100% K (本当の黒) レジストレーションブラックによるインクの過飽和やエッジのぼやけを防ぎます。.
- CMYK変換: PDF エクスポートを開始する前に、すべてのカバー画像とカラー要素を CMYK カラー モードに変換します。.
- ラスターの書式設定: 必要なラスター要素を非圧縮 TIFF または最高品質の JPEG として保存します。 300 ぴー.
- フォントの取り扱い: すべてのアクティブなフォントを文書に埋め込むか、タイポグラフィをアウトラインに変換して、フォントの自動置換を防ぎます。.
- クリーンエクスポート: 最終ファイルを印刷品質の Adobe PDF としてエクスポート, インタラクティブな注釈を削除する, 隠しレイヤー, そして未使用の見本.
ステップ 2: プリプレスと製版 (CTPプロセス)

プリプレスと CTP ロックのラインの明瞭さ. 線の太さを強制する, 浮遊色の除去, 高解像度の版を生成することで、完璧なオフセット生産を保証します。.
デジタルファイルを印刷版に変換する
デジタルアートワークを物理的な印刷版に変換するには、厳密なファイルフォーマットが必要です. 単一の迷彩色または低解像度の画像により、生産全体が損なわれる可能性があります。.
- ファイルを正しくフォーマットする: アートワークを PDF/X-1a または PDF/X-4 としてエクスポート. アウトラインをベクター グラフィックスとして保持するか、ビットマップ解像度を 600 ~ 1,200 dpi に設定します. 標準 300 dpi により、複雑なパターンでぼやけたエッジが作成されます.
- 黒のみでロック (K) 色: すべての内部線画を次のように設定します 100% 黒 (K). 印刷機でのレジストレーションエラーや曖昧な輪郭を防ぐために、浮遊している CMYK または RGB ミックスを取り除きます。.
- 厳密なプリフライトチェックを実行する: プリプレス ソフトウェアでファイルを実行し、埋め込まれたフォントを検証する, 正しい裁ち落とし寸法を確認してください (いつもの 3 mm), 最小太さのしきい値を下回る線をキャッチします.
- プレス向けにページを面付けする: 承認された単一ページを複数ページの署名に配置する (16 ページまたは 32 ページのレイアウトなど). トンボを追加する, 折りたたみガイド, バインダリー追跡用のバーコード.
- CTPワークフローを実行する: ラスター画像プロセッサー (RIP) ファイルをレンダリングします 2,400 に 3,000 dpi. 次に、コンピューターからプレートへの装置がアルミニウム プレートを露出させ、プレス上で正確な機械的位置合わせを行うために打ち抜きます。.
シャープで一貫したライン出力を確保
線の明瞭さが塗り絵の品質を決定します. 印刷機オペレーターと製版技術者は、コーティングされていないストック上で複雑な詳細を常に表示できるように、インクの転写とキャリブレーションを制御する必要があります。.
- 最小線の太さを維持する: 線の太さを上記以上に保つ 0.25 に 0.3 繊細な大人デザインがポイント, そして少なくとも 0.4 児童書では pt を使用するため、印刷中に輪郭が壊れたり消えたりしません。.
- 非コート紙上のドットゲインを制御する: 塗り絵には歯が必要です, インクを吸収しやすく、線が広がる非コート紙. RIP で特定のキャリブレーション カーブを適用して、この広がりを補正し、エッジをシャープに保ちます.
- ベクター アートをネイティブに保つ: ベクター グラフィックスを RIP で直接処理. 技術的に必要な場合を除き、ベクターラインを平坦化またはラスタライズしないでください。, ネイティブ ベクトルは、変換されたラスター イメージよりもはるかにシャープなエッジを生成するため、.
- プレス圧力と位置合わせを最適化する: プレスオペレーターはプレート間の圧力を慎重に調整します, ブランケット, そして紙. 正確な圧力で方向のブレを防止 (スラー) 背景の細かい部分が余分なインクで塗りつぶされるのを防ぎます。.
- 物理的な証拠で検証する: 実際の製品用紙に印刷されたオンプレスプルーフを確認する. これにより、選択したストック上でインクがどのように動作するかを確認し、完全な生産作業を開始する前に複雑なラインの可視性を保証します。.
プレミアムカスタム塗り絵印刷ソリューション

ステップ 3: オフセット印刷の工程
オフセット リソグラフィーは、低単価と厳密なインクと水のバランスを組み合わせて、コーティングされていない紙に非常にシャープな線を実現することで、大量の塗り絵の製造で主流を占めています。.
| パラメータ | 標準仕様 |
|---|---|
| 内装プレートのセットアップ | 単色 (Kのみ) |
| カバープレートのセットアップ | 4-色 (CMYK) 順序 |
| 推奨用紙 | 70–120 gsm のコーティングされていないストック |
| 最小ベクトル線の太さ | 0.25–0.3ポイント |
オフセット印刷機による大量の塗り絵印刷
オフセットリソグラフィーは、金属板からゴムブランケットに画像を転写することにより、塗り絵の大量小売生産を推進します, そして最後に紙の上に. この間接的な転送により、ユニットあたりの変動コストを大幅に削減しながら、数千ユニットの稼働にわたって一貫した品質が保証されます。.
印刷が始まる前に, 製版チームが Computer-to-Plate を生成 (CTP) 出力は本のコンポーネントに直接マッピングされます:
- 内部ページ: 単色 (Kのみ) 経済的に実行するためのプレート, ハイコントラストの線画.
- カバー: 4-色 (CMYK) 鮮やかな小売パッケージを再現するためのシーケンス.
- 紙のストック: コーティングされていない 70 に 120 市販の枚葉印刷機または輪転機に装填された GSM シート, 色鉛筆を握るために特別に選ばれたもの, クレヨン, とマーカー.
高速オフセット印刷には多額の初期設定投資が必要ですが、, 規模の経済により、大量小売生産において最も費用対効果の高い方法となります。.
インク制御と線の鮮明さの最適化
線の明瞭さが塗り絵の商業的成功を左右します. かみそりのようなシャープな輪郭を実現するには, 印刷オペレーターはインクと水の厳密なバランスを維持します. この平衡により非画像領域が保護されます。. 過度に濡らすとアートワークが洗い流されてしまいます, 一方、濡れが不十分であると、明るい白いページに不要な背景の色合いが付着します。.
走行中, 印刷機は最適化されたインク膜厚を適用します. この調整されたレイヤーは、狭い部分を埋めることなく黒い輪郭を鮮明に保ちます。, 複雑な細部または多孔質紙繊維への大量の滲み.
オペレーターはこの基準を維持するために厳格な品質管理基準に依存しています。:
- リアルタイム監視: 自動スキャナーがカラーバーとレジストレーションマークを追跡し、正確な表裏の位置合わせを保証します。, 両面ページで視覚的な邪魔を排除する.
- ベクトル入力: デザイナーは純粋なベクターアートワークをプリプレスに直接供給します.
- 線の太さのしきい値: アートワークの最小線の太さは次のとおりです。 0.25 そして 0.3 ポイント, 製版や高速印刷でも壊れることなく繊細な輪郭を維持します。.
これらの正確な制御により、コーティングされていない紙にインクがあふれるのを防ぎます。, プリプレス段階で承認された正確なラインの完全性を維持する.
ステップ 4: 折りたたみ, 切断, および署名アセンブリ
平らなプレスシートを折り曲げてカットすると精密な製本に変わります. 厳密な公差と戦略的な署名の組み立てにより、最終的な塗り絵がどれだけうまく開くかが決まります, 平らに置く, そして縛る.
ページ折りとシート配置
平らに印刷されたシートから二つ折りの折丁への移行には機械的な精度が必要です. 最終製品がスムーズに開き、きれいなマージンを維持できるように、応力下での紙の挙動を制御する必要があります。.
- 結晶粒方向: 紙の目を背に平行に揃えることでひび割れを防ぎ、本を平らに置いて着色できるようにします。.
- 折り曲げ公差: ±0.5 mm ~ ±1.0 mm の厳密な折り曲げ公差を適用して、ページのアートワークを中央に保ち、画像がガターに移動するのを防ぎます。.
- クリープ補償: ページ内のコンテンツを背表紙に向かってわずかに調整します. これにより、最終的なトリミング後に厚い紙の層が外側の余白を中心からずらすことがなくなります。.
- 構成: 標準の塗り絵の親シートを処理するために直角の平行折りを構成する, 通常作成する 8-, 16-, または 32 ページのセクション.
結合効率を高めるための署名の作成
折り畳まれたシートをどのようにグループ化するかは、製本処理能力と塗り絵の物理的耐久性に直接影響します。. 効率的な署名の組み立てにより、背がかさばるのを防ぎ、アートワークが見開き全体で完璧に整列するようにします。.
- 無線綴じ設定: 折り畳まれたシートを 16 ページの署名にグループ化して無線綴じの本を作成し、印刷と製本の効率を最大化します。.
- 中綴じ構成: 中綴じ本用の 8 ページから 32 ページのネスト署名. 合計数を次のように制限します 48 かさばる背表紙を防ぐために、重いカラーストックのページ.
- スプレッド手当: 見開きページをデザインする場合、ユーザーが中央のアートワークに快適にアクセスできるように、片面あたり 2 ~ 4 mm の余白の損失を計算します。.
- ワークフローのルーティング: 無線綴じのために署名を順番に集めて積み重ねる, または、本本を製本ラインに移す前に中綴じ用に入れ子にします。.
ステップ 5: 塗り絵の綴じ方
適切なバインディングが耐久性を左右する, 料金, エンドユーザーの着色体験. ページ数に合わせて綴じ方を変える, 小売目標, そして対象者.
サドルステッチバインディング (軽量の本)
中綴じでは、中央の折り目に沿って金属ステープルを使用して、折り畳んだシートを固定します。. メーカーはこの方法を利用して、大量の販促用小冊子や子供向けアクティビティブックを可能な限り低コストで作成しています。.
- 工事: 折り畳まれたシートを中央の折り目に沿って固定します。 2 に 4 金属ステープル.
- ページ数制限: 厳密に次の範囲のページ数が少ない場合に最適なパフォーマンスを発揮します。 8 そして 64 総ページ数.
- 用紙の互換性: と完璧に組み合わせます 70 クレヨンやマーカーが適切に付着するようにするための、コーティングされていない内部紙(ポンド).
- コスト効率: ユニットあたりのコストが最も低くなります, 大量配布やプレゼントに最適です.
- 制限: 厚いページの束は折り目やホチキスでうまく折りたためません, この方法を短編書籍に限定する.
完全なバインディング (分厚い塗り絵)
無線綴じでは、個々のシートを積み重ね、柔軟な EVA または PUR 接着剤を使用して背に貼り付けます。. これにより正方形が作成されます, 標準的な小売店や書店の棚モデルに適合する印刷可能なエッジ.
- 脊椎の構造: 個々のシートを柔軟な接着剤で結合し、きれいなシートを形成します。, プロフェッショナルな外観.
- ページ容量: から厚い大人の塗り絵まで収納できます。 48 オーバーする 300 ページ.
- 設計要件: 十分な内部マージンが要求される (0.5 に 0.75 インチ) アートワークが狭い溝に入らないようにするため.
- 保険料の調整: 片面印刷および厚手の場合に最適です。 80 マーカーの裏抜けを防ぐためのポンド紙.
背表紙が接着されているため、本が自然に平らになるのを防ぎます。. ユーザーがバインディングの近くに閉じ込められたアートワークの色を塗るのに苦労しないように、マージンを慎重に計画する必要があります。.
スパイラルバインディング (平置きでの使用体験)
スパイラルバインディングは、一方の端に沿って事前にパンチされた穴に連続コイルを通すことで、きつい溝を完全に排除します. 本格的なアーティストや工芸品店は、完全に遮るもののない着色表面を提供できるため、この形式を好みます。.
- ユーザーエクスペリエンス: 長時間のぬりえセッション中にページを後ろまで完全に折りたたむことができます.
- 容量: ~までの幅広いサイズを結束します。 20 オーバーする 300 ページ.
- 材料の選択: プラスチックコイルは乱暴な取り扱いでも優れた耐久性を提供します, 金属ワイヤーは強い圧力を受けると簡単に変形しますが、.
- ユニットエコノミクス: 単価は高くなりますが、本格的なアーティスト エディションや再利用可能なドライイレース ワークブック向けに優れた製品を提供します。.
生産コストがかかる一方で、, スパイラルバインディングが製品の物理的な使いやすさを変える. カラリストは背表紙に負担をかけることなく、ページの隅々まで完全にアクセスできるようになります。.
ステップ 6: 生産時の品質管理
厳格な品質管理により、印刷の一貫性と機械的耐久性が保証されます。. 工場でインクの密着性をテスト, ページ配置, バッチの拒否を防ぎ、使いやすさを確保するための結合強度.
インクの濃度と汚れのテスト
塗り絵は鉛筆による大きな摩擦に直面しています, マーカー, そして消しゴム. インクが紙ににじんだり、にじみ出たりした場合, その製品は本来の目的を果たせていない. 印刷機オペレーターは、最初のメイクレディシートから最終印刷パレットまでインクの塗布を継続的に監視します。.
- シャープネスターゲット: シャープな目標を正確に設定する, 印刷全体にわたって均一な線画と一貫した黒濃度.
- 光学濃度: 通常、安定した光学濃度を維持します。 1.4 に 1.7 コーティングされていないストックのオフセットブラック用 - 線の折れやぼやけを防ぐため.
- プレート登録: 複数のプレートの登録を厳密に監視する, 位置ずれを抑える 0.2 ミリメートルなので、輪郭はきれいで一筆書きのままです.
- スマッジテスト: 定期的な汚れテストを実行する, 乾燥時間のチェックを含む, 24-1時間の乾式摩擦テスト, 鉛筆やマーカーを使った疑似着色も可能.
- 不透明度チェック: 両面着色時にインクが裏面のイラストに干渉しないように、ページの裏抜けや裏写りを検査します。.
- 迅速な修正: インクキーを調整してインクの問題をすぐに解決する, より速く硬化する配合物への切り替え, または乾燥エネルギーを変更する.
製本強度とページ合わせの検査
激しい物理的扱いにも耐える塗り絵. ユーザーは常にスプレッドを平坦化します, 本を回転させる, 溝の近くを強く押します. 弱いバインディングによりページが削除される, 一方、位置合わせが不十分だとアートワークの視覚的な中心が損なわれます。.
- 耐久性試験: ユーザーが塗り絵のために本を平らにしたときにページが損なわれないように、背表紙と綴じの強度を定期的にテストしてください。.
- 登録チェック: ページの配置と本本の位置合わせを確認して、均一な余白と適切な中央揃えのアートワークを維持します。.
- フラット開口性能: すべてのバインディング スタイルにわたるフラット オープニング パフォーマンスを評価します, 無線綴じの本が、側溝付近でぬり絵をするのに十分な幅で開くようにする.
- 中綴じ検査: 中綴じされたバッチを検査して、ステープル クリンチが確実に行われているかどうかを確認します, 正しい署名の位置合わせ, 適切なクリープ補償.
- 完全結合評価: 無線綴じサンプルを評価して、接着剤が継続的に塗布されているかどうかを確認します, 適切な脊椎貫通力, ページプルテストとフレックステストに合格する.
- 寸法制御: トリム精度の測定, ページのゆがみ, 本のサイズの一貫性とページの順序を正確に保つための照合.
ステップ 7: 梱包と輸出の準備
塗り絵のエクスポートには厳格な重量制限が必要です, 湿気のコントロール, 国際輸送に耐え、税関を迅速に通過するための正確な文書化.
国際配送用の保護梱包
コーティングされていない塗り絵用紙は湿気を吸収し、傷つきやすい. 国際輸送には、長い海上輸送または航空輸送中に背骨の歪みやカバーの損傷を防ぐために、多層の物理的保護が必要です.
- ユニットの保護: 個別の塗り絵を透明なポリ袋に密封するか、 50-75 表面の汚れをブロックするミクロンシュリンクラップ, わずかな湿気をはじきます, そして改ざん証拠を提供する.
- 内部スタッキング: マスターカートン内に本を平らに積み重ね、頭と足の向きを交互にして背表紙の変形やページの歪みを最小限に抑えます。.
- 湿気のコントロール: 単層波形パッドを層の間に挿入し、追加します 30-60 輸送中の湿気を吸収するための1立方メートルあたりのシリカゲルのグラム数.
- マスターカートン: ユニットを二重壁の段ボールマスターカートンに梱包します. 最大重量を制限する 15-20 kg で落下による損傷を防ぎ、安全な手作業による取り扱いをサポートします。.
- パレット化: レンガ積みパターンを使用して、カートンを ISPM-15 熱処理済み木製パレットに固定します. 全高の上限は次のとおりです。 1.4 安定性を維持するためのメーター.
カートンのラベル貼りと物流調整
正確なラベル付けと明確な物流条件により、貨物は税関やサードパーティの物流センターを経由し続けます。. 物理的なカートンと電子配送データの間に不一致があると、即座にチャージバックや遅延が発生します。.
- カートンラベル: 耐久性のある印刷, 商品SKUの詳細を記載した耐水ラベル, 製品説明, 注文書番号, 総ユニット数, そして原産国.
- ラベルの配置: 物流チームが重量箱の位置を変更せずにスキャンできるように、各マスター カートンの少なくとも 2 つの側面と上部に同一のバーコードと配送ラベルを配置します。.
- インコタームズ: 海外バイヤーと正確なインコタームズを確立し、主な運送費の支払い者を明確にする, 貨物保険, および輸出通関.
- 貨物の予約: 海上または航空貨物輸送をフォワーダーに直接予約する. 正確なカートンの寸法と重量を共有して、コンテナーのスペースと正確な価格を最適化します。.
- ドキュメントのエクスポート: コマーシャルインボイスを含む正確な輸出書類パッケージを作成する, 包括的なパッキングリスト, 遅延なく税関を通過するための船荷証券.
塗り絵印刷におけるコスト要因
印刷コストを管理するにはページ数のバランスを取る必要がある, ペーパーウェイト, ターゲット層と配布戦略に合わせて数量を注文します.
ページ数と用紙の選択
ページの追加は収益に直接影響します. ページが増えるたびにインクと紙の使用量が増加し、印刷時間が長くなります。. ページ数を増やしすぎると、製本も複雑になります. 厚い本にはアップグレードされた製本方法が必要となり、重量が増加します, 配送費と倉庫保管費がかさむ.
用紙の仕様をターゲットバイヤーに合わせることで、これらのコストを管理できます。. 非コート紙は依然として議論の余地のない業界標準です。 2026 鉛筆やクレヨンに信頼性の高いグリップを提供しながら、コーティングされた代替品よりもコストが低いためです。. 出版社は、製品層に基づいて特定の用紙重量を選択することでマージンを最適化します。:
- エコノミーキッズ’ 本: 50-60 予算に優しい制作のためのポンドのテキスト重量.
- プレミアムアダルトブック: 80-100 重いマーカーインクを扱うためのテキストの重量ポンド.
フルバッチを実行する前に, 常に物理的なサンプルをリクエストしてください. このステップでは、クリエイターが実際のカラーリング ツールの裏抜けをテストできます。, 汚れる, 資金をコミットする前に適切な銘柄を選択できるようにする消しゴムの使いやすさ.
印刷方法と注文数量 (MOQへの影響)
生産量によって適切な印刷技術が決まります. デジタル印刷は小ロットやテストマーケティングに適しています. セットアップ投資は最小限で済みますが、ユニットあたりのコストが高くなります。. オフセット平版印刷はこの方程式を逆転させます. 多額の初期設定コストが必要ですが、中規模から大規模な生産稼働ではユニットあたりの費用が大幅に削減されます。.
ファイル設定を簡素化することで、これらの印刷コストを削減できます。. 内側のページを黒の線画のみに限定することで、インクの出費を最小限に抑え、印刷機のセットアップを簡素化します。. フルカラーは外側のカバーのみに限定してください.
注文数量のバランスをとるには、主要な生産と財務状況の管理が必要になります:
- 最小注文数量 (MOQ): プリンターはオフセット ジョブに対して厳格な最小値を適用します, 頻繁な小規模なデジタル実行と統合された大量注文の間で戦略的意思決定を促す.
- 需要予測: 正確な販売予測により過剰注文を防ぎ、売れ残った在庫で資金が滞留するのを防ぎます。.
- ボリュームディスカウント: 戦略的に注文することで、購入者が最適な数量のブレークポイントに到達し、ユニットあたりの節約を最大化できます。.
最終的な考え
塗り絵の制作を管理するには、最安の印刷見積もりを見つけるだけでは不十分です. 低予算施設では初期費用が抑えられますが、, プリプレスのフォーマットとオフセットインクの調整を厳密に管理することが、ぼやけた線やにじみのページからブランドを守る唯一の方法です. これらの正確な製造基準を実行することで、小売マージンが保護され、プレミアムなカラーリング体験が保証されます。.
生産品質について推測するのをやめ、結果を物理的に検証してください. 非コート紙ストックと製本耐久性を直接テストするために、生産前サンプルをリクエストすることをお勧めします。. 私たちのチームに連絡してください OEM 仕様を固定し、次の商業印刷物を最適化します。.
よくある質問
プロ仕様の塗り絵はどのようにして作られるのか?
製造プロセスはコンセプト計画から進みます, アートワークの作成, プリプレスファイルのセットアップ, 校正, 印刷, バインディング, そして最終仕上げ. 専門の工場が厳格な技術基準を適用し、プレミアムなカラーリング体験を保証します. 少なくともアートワークを提供する必要があります 300 dpi, 正確なマージンを維持する, さまざまなカラーメディアを汚れやにじみなく使用できる高品質の非コート紙を指定します。.
塗り絵に最適な印刷方法は何ですか?
最適な印刷方法は、生産量と対象ユーザーによって完全に異なります。. オフセット印刷は大規模生産の主流を占めています。 1,000 非常に低い単価で優れた線の鮮明さを実現できるため、コピー数以上. デジタル印刷は小ロットにも対応します, オンデマンド印刷のフルフィルメント, 市場テストも非常にうまくいっている, ゼロプレートセットアップ要件で迅速な納期を実現.
製造工程にはどのくらい時間がかかりますか 1,000 本?
制作時間は、選択したプリンターと場所によって直接異なります。. 国産の小ロットプリンターで高速出力可能 1,000 の本 2 に 3 営業日, プラス送料. 標準的な家庭用オフセット印刷機には、通常、次のものが必要です。 1.5 に 3 同じ実行で数週間. 海外オフセット施設を利用する場合, 印刷と製本に時間がかかることが予想されます 2 に 3 週, 続いて追加 3 に 6 海上輸送に数週間.
量産開始前にサンプルを見ることはできますか?
はい, サンプルのリクエストは、生産リスクを軽減するための標準的な業界慣行として機能します. プリンターは実際の自宅サンプルを提供するので、紙の質感や製本耐久性をテストできます。. 線の品質とマージンを確認するために、印刷された内部校正刷りをリクエストすることもできます。, 完全な印刷実行を承認する前に、最終仕様に正確に一致する完全な試作前サンプルも提供します。.
オフセット印刷とデジタル塗り絵印刷の違いは何ですか?
オフセット印刷はカスタムの金属版と液体インクを使用します. この方法により、信じられないほどシャープなラインが得られ、大規模な生産においてユニットあたりのコストが大幅に削減されます。. デジタル印刷では、版をスキップし、トナーまたはインクジェット技術を使用してデジタル ファイルを印刷機に直接転送します。. これにより、デジタルはコスト効率が高く、小規模なバッチでも柔軟に対応できるようになります。, 迅速な設計の反復, およびオンデマンド印刷のセットアップ.
専門の書籍工場向けにファイルを準備するにはどうすればよいですか?
工場では、厳格な技術ガイドラインを満たすファイルが求められます. 最小限のインテリア ライン アートを提供してください 300 dpi—ただし 600 dpi は細かい部分に最適に機能します. すべてのフォントが完全に埋め込まれた単一の印刷可能な PDF として内部を保存します。. プリンター固有のテンプレートを使用して、表紙を別個の PDF として作成します. 表紙ファイルには正しいトリム サイズが組み込まれている必要があります, 計算された背骨の幅, 標準の 0.125 インチの裁ち落とし.